Injection molds are not all built the same way. Two plastic parts may look similar in size, but the mold behind each part can be completely different. One part may only need a simple two-plate, single-cavity cold runner mold. Another part may require multiple cavities, a hot runner system, slides, lifters, unscrewing cores, or a stack mold to reach the right production output.
For buyers, product designers, and engineers, understanding the main types of injection molds makes tooling discussions easier. Mold type affects tooling cost, lead time, cycle time, material waste, gate marks, part consistency, maintenance, and long-term production stability.
A low-volume prototype part does not need the same mold structure as a high-volume automotive component. A simple cover does not need the same tool design as a threaded cap or a housing with side holes. The right mold type depends on part geometry, resin, tolerance requirements, annual volume, surface finish, production target, and budget.
What Are the Main Types of Injection Molds?
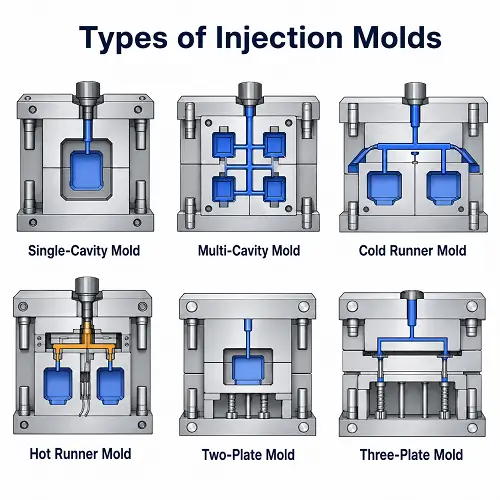
The main types of injection molds include single-cavity molds, multi-cavity molds, family molds, cold runner molds, hot runner molds, two-plate molds, three-plate molds, stack molds, side-action molds, lifter molds, insert molds, unscrewing molds, prototype molds, low-volume molds, and high-volume production molds.
Each mold type solves a different production problem. Some molds reduce initial tooling cost. Some increase output. Some reduce material waste. Others make complex plastic features possible, such as threads, undercuts, side holes, clips, snap fits, and internal locking features.
The best mold type is not always the most complex mold. The right choice is the mold that can produce the required plastic part with stable quality, reasonable cost, and a process window that works in real production.
Types of Injection Molds by Cavity Design
Cavity design is one of the first ways to classify injection molds. The number and arrangement of cavities affect production output, mold cost, part consistency, and molding efficiency.
Single-Cavity Mold
A single-cavity mold produces one part per injection cycle. This is the simplest cavity layout and is often used for prototypes, low-volume production, large parts, high-precision parts, or parts that need close process control.
A single-cavity mold is usually easier to design, machine, sample, and maintain than a multi-cavity tool. The filling pattern is simpler, and each cycle produces only one part, so cavity-to-cavity balance is not a concern.
The tradeoff is output. If a part needs high annual volume, one part per cycle may not be efficient enough. Cycle time, machine time, and labor cost can make the part more expensive at scale.
A single-cavity mold makes sense when the part is large, the production volume is low, the design is still changing, or the customer wants a lower initial tooling cost before moving into higher-volume production.
Multi-Cavity Mold
A multi-cavity mold produces several identical parts in one cycle. A 2-cavity mold produces two parts per shot. A 4-cavity mold produces four. High-volume molds may have 8, 16, 32, or more cavities depending on part size, resin, machine capacity, and production demand.
The main advantage is output. A multi-cavity mold can reduce part cost in high-volume production because more parts are produced each cycle. The machine time per part becomes lower.
The challenge is balance. Every cavity must fill, pack, cool, and eject consistently. If the runner system, gate size, cooling layout, or venting is not balanced, one cavity may produce better parts than another. This can create part weight variation, dimensional differences, short shots, flash, or inconsistent appearance across cavities.
Multi-cavity molds are best for parts with stable designs and higher production volume. The tooling cost is higher than a single-cavity mold, but the part cost can be lower when production demand is large enough.
Family Mold
A family mold produces different parts in one cycle. The cavities are not identical. For example, a plastic assembly may require a left cover, right cover, button, latch, and bracket. A family mold can produce these related parts together.
The benefit is lower tooling cost compared with building separate molds for each component. It can also help produce parts in matched sets.
The difficulty is flow balance. Different parts may have different volumes, wall thicknesses, flow lengths, shrinkage behavior, and packing needs. One part may fill too quickly while another fills too slowly. One part may need more holding pressure while another is already packed. These differences can make the process window narrower.
Family molds can work well for low-volume assemblies or product sets where exact production balance is not critical. For high-volume production, separate dedicated molds may be more stable and efficient.
Types of Injection Molds by Runner System
The runner system controls how molten plastic travels from the injection molding machine into the cavity. Runner choice affects material waste, cycle time, gate appearance, mold cost, maintenance, and process control.
Cold Runner Mold
A cold runner mold uses unheated channels to carry molten plastic from the sprue to the gate. After each cycle, the runner cools and is ejected along with the molded part. The runner may be trimmed off, reground, reused if the material and quality requirements allow, or discarded.
Cold runner molds are common because the tooling cost is usually lower than hot runner molds. The structure is simpler, maintenance is easier, and the mold can be suitable for prototypes, low-volume parts, engineering samples, and many general production parts.
The downside is runner waste. Every cycle creates extra plastic in the runner system. For expensive resins, filled materials, transparent parts, medical parts, or high-volume production, runner waste can become a serious cost issue.
Cold runner molds are still a good choice when tooling budget matters, material waste is acceptable, or the part design does not justify the added cost of a hot runner system.
Hot Runner Mold
A hot runner mold uses heated manifold components and nozzles to keep plastic molten inside the mold until the material reaches the gate. The system reduces or eliminates cold runner waste.
Hot runner molds are often used for high-volume production, multi-cavity molds, cosmetic parts, and parts where material savings matter. They can improve cycle efficiency because the runner does not need to cool and eject each cycle.
The tooling cost is higher. Hot runner systems require manifolds, heaters, temperature controllers, hot tips or valve gates, wiring, insulation, and more maintenance. Temperature control must be stable. If the hot runner is poorly designed or poorly maintained, the mold can develop drooling, stringing, gate defects, color change problems, or material degradation.
Hot runner molds make sense when production volume, material cost, gate quality, and cycle efficiency justify the higher initial tooling investment.
Insulated Runner Mold
An insulated runner mold is less common than cold runner or hot runner tooling. It uses a thicker runner channel where the outer plastic layer cools and insulates the molten material inside. The goal is to reduce runner solidification without a fully heated hot runner system.
This type of mold can reduce some waste compared with a standard cold runner, but process control is more limited than a modern hot runner system. It is also more sensitive to cycle consistency and material behavior.
Insulated runner molds are not the default choice for most projects today, but the concept is useful to understand because it sits between cold runner simplicity and hot runner efficiency.
Types of Injection Molds by Mold Structure
Mold structure refers to how the mold opens, how plates move, and how the runner and part are released. This classification helps explain why two molds with similar cavities can have very different mechanical designs.
Two-Plate Mold
A two-plate mold is the most common and simplest injection mold structure. It has a fixed half and a moving half. The mold opens at one main parting line, and the molded part and runner are released from that opening.
Two-plate molds are widely used for simple parts, edge gates, direct gates, and many standard production applications. They are easier to design, build, operate, and maintain than more complex mold structures.
The limitation is gate flexibility. Since the mold opens at one parting line, gate placement options may be more limited. If the part requires a pinpoint gate in the center of a surface or a different runner separation method, a three-plate mold or hot runner may be better.
For many molded plastic parts, a two-plate mold is the most practical and cost-effective choice.
Three-Plate Mold
A three-plate mold has an extra plate movement. The runner system and molded part can separate at different parting levels. This allows more flexible gate placement, especially for pinpoint gates.
Three-plate molds can be useful when a part needs a small gate mark in a specific location, or when the runner must separate automatically from the part. The structure is more complex than a two-plate mold, but it can solve gate placement problems without using a hot runner.
The disadvantages are higher mold cost, longer mold opening movement, more mechanical complexity, and more maintenance. The runner is still cold and becomes waste unless the material can be reground and reused.
A three-plate mold is useful when gate location matters but a hot runner system is not justified.
Stack Mold
A stack mold has multiple parting levels stacked in the mold opening direction. Instead of producing parts from only one mold face, a stack mold can produce parts from two or more levels in the same machine cycle.
The main advantage is output. A stack mold can increase production without requiring a much larger clamp tonnage in the same way as a larger single-face multi-cavity mold. It is often used for thin, flat, high-volume parts such as lids, caps, packaging components, and similar products.
Stack molds are more complex. They require careful melt distribution, balanced cooling, stable alignment, longer opening stroke, and reliable ejection from multiple levels. Machine selection also becomes more important because the mold height and opening stroke are larger.
A stack mold is a production efficiency tool. It only makes sense when the volume is high enough to justify the tooling cost and technical complexity.
Types of Injection Molds by Part Geometry
Some mold types are selected because the plastic part has features that cannot be formed by a simple open-and-shut mold. This is where part geometry drives mold structure.
Side-Action Mold
A side-action mold uses slides or side cores to form features that are not in the mold opening direction. These features may include side holes, side slots, clips, latch windows, grooves, or outside undercuts.
The slide moves sideways before the mold opens or as the mold opens. During injection, the slide must lock firmly in place to resist cavity pressure. After cooling, the slide retracts so the part can be ejected.
Side-action molds make complex parts possible, but they increase mold cost, mold size, machining time, fitting work, and maintenance. They also add wear surfaces that must be lubricated and controlled over time.
A side hole that looks simple on the plastic part may require a full slide mechanism inside the mold. This is one reason DFM review matters before tooling.
Lifter Mold
A lifter mold uses angled lifters to release internal undercuts, snap hooks, clips, and features that cannot be released straight off the core.
A lifter moves at an angle during ejection. As the part is pushed forward, the lifter also moves sideways enough to clear the undercut. This is common in plastic housings, clips, snap-fit parts, and internal locking features.
Lifters can be smaller and more compact than full slides in some designs, but they still add complexity. They require accurate movement, wear control, and enough space inside the mold. Poor lifter design can create drag marks, flash, sticking, or part damage.
A lifter mold is useful when the undercut is internal or when a slide cannot fit easily into the mold structure.
Unscrewing Mold
An unscrewing mold is used for molded plastic threads that cannot be stripped off the core without damage. Common examples include threaded caps, closures, fittings, connectors, and some medical or fluid-handling components.
The mold uses a rotating core or threaded mechanism to unscrew the part before ejection. This allows accurate internal or external threads to be molded directly.
Unscrewing molds are more expensive and mechanically complex than standard molds. They may use gears, racks, hydraulic motors, servo drives, or other rotating mechanisms. Cycle time can also be longer because the unscrewing action must happen before ejection.
An unscrewing mold is usually selected when thread accuracy, sealing function, or part performance requires a true molded thread rather than a simplified snap or stripped thread design.
Insert Mold
An insert mold is used when a metal or plastic insert is placed into the mold before injection. The molten plastic then flows around the insert and locks it into the part.
Insert molding is common for threaded metal inserts, electrical contacts, bushings, pins, magnets, shafts, and reinforced plastic components. The mold must hold the insert accurately during injection so the final part is aligned and functional.
Insert molds require careful loading, insert retention, gate placement, and process control. Manual insert loading may be suitable for lower volumes. Automated loading may be needed for higher-volume production.
Insert molding can improve part strength and reduce assembly work, but it also adds mold design and production handling requirements.
Types of Injection Molds by Production Purpose
Mold type also depends on how the tool will be used. A prototype mold, a low-volume mold, and a high-volume production mold may all make the same plastic part, but the design choices may be different.
Prototype Mold
A prototype mold is built to produce early samples for testing, design validation, assembly checks, or market evaluation. The goal is usually speed and cost control, not long tool life.
Prototype molds may use softer steel, aluminum, simpler mold bases, manual inserts, or simplified cooling. They are useful when a design is not fully locked or when only a small number of samples are needed.
A prototype mold can help verify part geometry, fit, function, material behavior, and basic molding risks before investing in a production tool.
Low-Volume Mold
A low-volume mold is used for small production runs, bridge production, limited product launches, or parts with moderate demand. It is stronger and more production-focused than a prototype mold, but it may not need the same steel, cooling, automation, or multi-cavity layout as a high-volume tool.
Low-volume molds can be a practical choice when annual demand is limited or when the product may change later. The mold should still be designed for stable molding, but the cost target is usually different from a high-volume production mold.
Production Mold
A production mold is built for repeatable manufacturing. It usually needs better mold steel, stronger mold base design, controlled cooling, reliable ejection, good venting, and maintainable components.
Production molds are designed with longer tool life, stable part quality, and maintenance access in mind. The mold may include replaceable inserts, wear plates, hardened shutoffs, balanced runners, and better cooling.
A production mold costs more than a prototype mold, but it is usually more reliable for repeated orders and larger quantities.
High-Volume Mold
A high-volume mold is designed for large production demand and long tool life. It may use hardened steel, multi-cavity layouts, hot runners, optimized cooling, automated ejection, wear-resistant inserts, and stronger alignment systems.
The tooling cost is higher, but the goal is lower part cost, faster cycle time, less downtime, and better repeatability over long production runs.
High-volume molds require more engineering before steel is cut. Small mold design problems can become expensive when the mold is expected to run hundreds of thousands or millions of cycles.
How to Choose the Right Type of Injection Mold
Choosing the right injection mold type starts with the plastic part, not with the mold list. A mold should be selected based on geometry, resin, tolerance, volume, surface finish, assembly requirements, and production cost target.
For a simple low-volume cover, a single-cavity, two-plate, cold runner mold may be enough. For a high-volume cosmetic housing, a multi-cavity hot runner mold may reduce part cost and improve consistency. For a threaded cap, an unscrewing mold may be required. For a housing with side openings, a side-action mold may be unavoidable. For a product family with several small parts, a family mold may reduce initial tooling cost, but only if filling and quality balance are acceptable.
Several questions help narrow the mold choice:
| Project Question | Why It Matters |
|---|---|
| What is the annual production volume? | Determines cavity count, steel choice, and production mold level |
| Does the part have undercuts or side holes? | May require slides, lifters, or side actions |
| Is the material expensive? | Hot runner may reduce waste |
| Is the surface cosmetic? | Gate location, cavity finish, and parting line become more important |
| Are dimensions tight? | Mold stability, cooling, shrinkage, and steel-safe design matter |
| Is the design still changing? | Prototype or low-volume mold may be safer first |
| Is cycle time critical? | Cooling, runner type, and cavity count become important |
The right mold type should support both the plastic part design and the business case behind the project.
How Injection Mold Type Affects Cost, Lead Time, and Part Quality
Mold type has a direct effect on tooling cost. Simple molds cost less because they need fewer moving parts, less machining, and less fitting work. Complex molds cost more because they require additional mechanisms, tighter alignment, more cooling design, and more mold trial work.
Mold type also affects lead time. A simple two-plate mold can usually be built faster than a multi-cavity hot runner mold with slides and lifters. A high-volume mold with hardened steel, polished surfaces, and replaceable inserts takes more planning and machining time.
Part quality is also tied to mold type. A cold runner mold may be fine for many parts, but a hot runner mold may improve material use and flow balance in high-volume production. A side-action mold may be necessary for side holes, but poor slide design can create flash or wear. A multi-cavity mold can reduce part cost, but only if every cavity fills and cools consistently.
The best mold type is not simply the lowest tooling price. A cheaper mold can become expensive if it creates long cycle times, unstable quality, repeated trial corrections, or maintenance issues.
How JeekMould Reviews Mold Type Before Tooling
When JeekMould reviews a new plastic part, the team looks at more than the outside shape. Mold type has to be selected around part geometry, material, wall thickness, undercuts, surface requirements, tolerance targets, expected volume, and production cost.
A simple part may be suitable for a two-plate cold runner mold. A high-volume part may justify a hot runner or multi-cavity mold. A part with side holes may need slides. A part with internal snap hooks may need lifters. A threaded part may need an unscrewing mechanism. A design that is still changing may be better suited for prototype or low-volume tooling before production tooling is built.
This early review helps prevent tooling decisions that look cheaper at first but create problems later. Mold type affects cost, lead time, cycle time, maintenance, part quality, and production stability.
If you are planning a new injection molded part, JeekMould can review CAD files, material requirements, part geometry, and production volume before tooling begins. Upload your CAD files for DFM feedback, mold type review, and injection molding quotation.
FAQs
What are the main types of injection molds?
The main types of injection molds include single-cavity molds, multi-cavity molds, family molds, cold runner molds, hot runner molds, two-plate molds, three-plate molds, stack molds, side-action molds, lifter molds, unscrewing molds, insert molds, prototype molds, and production molds.
What is the difference between a single-cavity mold and a multi-cavity mold?
A single-cavity mold produces one part per cycle. A multi-cavity mold produces multiple identical parts per cycle. Single-cavity molds are simpler and often better for low volume or large parts, while multi-cavity molds are more efficient for higher-volume production.
What is the difference between a cold runner mold and a hot runner mold?
A cold runner mold uses unheated runner channels, so the runner cools and is ejected each cycle. A hot runner mold uses heated manifold components to keep plastic molten inside the mold, reducing runner waste and improving efficiency for many high-volume applications.
What is a two-plate injection mold?
A two-plate injection mold has one main parting line and is the most common mold structure. It is often used for simple parts, edge gates, direct gates, and general production molds.
Which injection mold type is best?
The best injection mold type depends on part geometry, material, production volume, tolerance requirements, surface finish, and budget. A simple part may only need a two-plate cold runner mold, while a high-volume or complex part may need a hot runner, multi-cavity, side-action, lifter, insert, or unscrewing mold.
Conclusion
Types of injection molds can be classified by cavity design, runner system, mold structure, part geometry, and production purpose. Single-cavity, multi-cavity, and family molds describe how many parts are produced each cycle. Cold runner and hot runner molds describe how molten plastic is delivered. Two-plate, three-plate, and stack molds describe mold structure. Side-action, lifter, insert, and unscrewing molds solve specific part geometry problems. Prototype, low-volume, production, and high-volume molds describe how the tool will be used.
For customers, the useful point is clear: mold type is not just a technical label. It affects tooling cost, lead time, cycle time, material waste, mold maintenance, and final part quality. Choosing the wrong mold type can make a project more expensive later, even if the first tooling quote looks lower.
A well-selected mold type should match the plastic part, material, expected volume, and production goals. If your project needs injection mold making services or molded plastic part production, JeekMould can review the CAD model and recommend a practical mold structure before tooling starts. Upload your CAD files for DFM feedback, mold type review, and an injection molding quotation.