Blow molding and injection molding both make plastic parts, but the two processes are built for different product shapes. Blow molding is mainly used for hollow parts such as bottles, containers, tanks, and packaging. Injection molding is mainly used for solid parts or structural plastic components such as housings, covers, clips, brackets, connectors, caps, gears, and precision molded parts.
The process choice usually becomes clear once the part shape is reviewed. If the plastic part needs an internal hollow space, blow molding is often the better process. If the part needs ribs, bosses, screw holes, snap fits, tight assembly features, or structural strength, injection molding is usually the safer choice.
Some buyers search for “blow injection molding,” but the more accurate term is usually injection blow molding. Injection blow molding is one type of blow molding. The process starts with an injected preform, then uses air pressure to blow that preform into a hollow container. It is not the same as standard injection molding.
For product developers, purchasing teams, and engineers, the real question is not which process sounds better. The real question is whether the plastic part should be blow molded or injection molded based on geometry, material, wall thickness, tolerance, function, and production quantity.

What Is Blow Molding?
Blow molding is a plastic forming process used to make hollow plastic parts. Hot plastic is shaped into a tube or preform, then air is blown inside so the plastic expands against the inner wall of a mold. After cooling, the mold opens and the hollow part is removed.
This process is widely used for bottles, jars, containers, fuel tanks, drums, ducts, and packaging parts. The strength of blow molding is not small molded details. The strength is forming a lightweight hollow body with a usable internal volume.
A blow molded part normally has an outside shape controlled by the mold surface and an inside shape created by air pressure. Wall thickness can vary because the hot plastic stretches as the part expands. For a bottle or container, that variation may be acceptable. For a tight mechanical assembly, that same variation can become a problem.
Blow molding is not the best choice when the part needs many internal ribs, screw bosses, snap clips, precise holes, or complex solid features. A bottle body is a good blow molding part. A plastic housing with screw posts is not.
In simple terms, blow molding is about forming a hollow body. That point should guide the process decision before any mold design begins.
What Is Injection Molding?
Injection molding is used when a plastic part needs controlled geometry rather than a hollow body. Molten thermoplastic is injected into a closed metal mold, then cooled into a finished part with ribs, bosses, holes, clips, threads, texture, inserts, and other molded details.
This is why injection molding is common for plastic housings, electronic enclosures, medical components, automotive interior parts, brackets, covers, connectors, caps, gears, and precision plastic parts. These products usually need repeatable dimensions and stable assembly features. A bottle body can tolerate more wall thickness variation, but a snap-fit housing or screw boss cannot.
The mold cost is usually higher than blow molding tooling, especially when the part needs sliders, lifters, tight tolerances, cosmetic texture, or tight cooling control. The trade-off is better control over part details. For structural plastic components, that control is usually worth the tooling investment.
A customer looking for a plastic bottle may not need injection molding for the body. A customer looking for a battery housing, pump cover, medical device shell, or snap-fit assembly normally should not start with blow molding.
The easiest way to separate the two is this: blow molding makes containers; injection molding makes components.
Blow Molding vs Injection Molding
Blow molding and injection molding both use plastic resin and metal molds, but the way the plastic forms the part is completely different.
| Factor | Blow Molding | Injection Molding |
|---|---|---|
| Main part type | Hollow plastic parts | Solid or structural plastic parts |
| Typical products | Bottles, tanks, containers, ducts | Housings, clips, covers, brackets, connectors |
| Forming method | Air pressure expands hot plastic into a mold | Molten plastic fills a closed cavity |
| Internal structure | Hollow interior | Solid walls, ribs, bosses, molded features |
| Wall thickness | Can vary more | Better controlled by mold design |
| Mold type | Blow mold | Injection mold |
| Best strength | Hollow containers | Functional geometry and assembly features |
| Common materials | PE, PP, PET, PVC, PC | ABS, PP, PC, PA, POM, TPU, PE, PS |
| Tolerance control | Lower for detailed features | Better for precision features |
| Production fit | Containers and packaging | Functional plastic parts |
The two processes do not compete on every project. A shampoo bottle and an electronic housing are not close decisions. The bottle should be blow molded. The housing should be injection molded.
The gray area appears when the part is hollow but also needs assembly features. A reservoir, duct, handle, or tank may look like a blow molding project at first. But if the part needs accurate mounting bosses, sealing surfaces, molded threads, or a tight interface with other components, the decision needs more care.
Sometimes the answer is a combination. A hollow bottle may be blow molded, while the cap is injection molded. A tank may be blow molded, while brackets, clips, fittings, or threaded inserts are molded separately. A cosmetic container may use injection blow molding for the bottle and injection molding for the cap or closure.
A good process decision starts with the part function, not with the process name.
What Is Injection Blow Molding?
Injection blow molding is a specific type of blow molding used for hollow plastic containers that need a clean neck finish, accurate opening dimensions, and good cosmetic appearance.
The process starts by injection molding a preform. This preform looks like a small thick-walled shape with a finished neck or opening area. The preform is then transferred into a blow mold. Air is blown into the preform, expanding the hot plastic until the material touches the mold wall. After cooling, the finished hollow container is removed.
Injection blow molding is common for small bottles, pharmaceutical containers, cosmetic bottles, medical packaging, and small precision containers. The process gives better control over the neck area than extrusion blow molding because the neck is formed by injection molding before the blowing stage.
This is where the term “blow injection molding” causes confusion. Some customers use that phrase when searching, but the industry term is usually injection blow molding. The process includes an injection step, but the final part is still a hollow blow molded product.
Injection blow molding is strong when the product is a small container. It is not the right choice for most structural plastic parts. If the part needs ribs, screw bosses, snap arms, hinges, flat mating surfaces, or tight mechanical features, standard injection molding is normally a better process.
Blow Mold vs Injection Mold
A blow mold is used to shape hollow plastic parts. The mold does not fill the full part volume with plastic. Instead, hot plastic is inflated inside the mold until the outside surface touches the cavity wall. This is why blow molds work well for bottles, tanks, containers, and other hollow bodies, but not for parts that need many ribs, bosses, snap fits, or tight internal features.
An injection mold works differently. Melted plastic is forced into a closed cavity under pressure. The mold cavity defines the full part geometry, including outside surfaces, ribs, bosses, holes, clips, gates, shut-offs, and fine molded details.
That difference explains why the two mold types are designed in different ways. A blow mold mainly controls the outside shape of a hollow part. The inside is formed by air pressure and material stretch. An injection mold controls the full plastic geometry more directly, which makes the process better for detailed plastic components and assembly features.
Injection molds are often more complex when the part has functional details. Slides, lifters, inserts, hot runners, cooling channels, ejector pins, and textured surfaces may all be part of the mold design. The tooling cost can be higher, but the process gives more control over part function.
A blow mold is not always simple. Large containers, multi-layer parts, complex parison control, handle areas, and strict bottle requirements can still require serious tooling and process skill. The difference is the design purpose. A blow mold is built around inflation. An injection mold is built around cavity filling.
This matters most when the part has assembly requirements. A bottle wall can tolerate more variation than a snap-fit latch. A tank body may accept more wall thickness variation than a gear housing. A cosmetic bottle may care more about capacity and surface appearance than a structural bracket.
The mold should match the real job of the plastic part.
Blow Molded vs Injection Molded Parts
Blow molded parts and injection molded parts look different when viewed from a manufacturing point of view.
A blow molded part usually has a hollow interior, a visible parting line, and a wall thickness pattern affected by material stretching. The part may be lightweight for its size, which is useful for containers, tanks, and packaging. Some blow molded parts also have pinch-off areas where the hot plastic tube was sealed during molding.
An injection molded part usually has more controlled details. Ribs, bosses, screw holes, clips, texture, logos, and mounting features can be formed directly in the mold. The part may show gate marks, ejector marks, parting lines, or knit lines depending on mold design and processing, but the geometry can be much more detailed.
A blow molded bottle may be excellent for holding liquid, but it is not meant to replace an injection molded enclosure. An injection molded housing may be strong and precise, but it is not the right process for a sealed hollow bottle body.
Many real products use both processes. A trigger spray bottle may use blow molding for the bottle and injection molding for the trigger head, cap, internal parts, and moving components. A medical container may use injection blow molding for the bottle and injection molding for the closure.
The product should be broken down by part function. One assembly can need several plastic processes.
When to Use Blow Molding
Blow molding is the better choice when the part is hollow and the main function is storage, containment, packaging, or fluid holding.
Packaging bottles, chemical containers, cosmetic bottles, pharmaceutical bottles, beverage bottles, fuel tanks, water tanks, air ducts, and hollow plastic bodies are typical blow molding applications. These products usually need a large internal volume with relatively thin walls. Blow molding forms that kind of shape more naturally than injection molding.
The process also helps when weight reduction matters. A hollow plastic body can be lighter than a solid molded part with the same outside size. That is one reason blow molded parts are common in packaging and tank applications.
The limit appears when the part needs strong molded-in details. Accurate screw bosses, snap clips, flat sealing faces, tight mounting points, and controlled internal features are difficult to handle with blow molding alone. The part may still be possible, but secondary operations or additional molded components may be required.
A bottle is usually a blow molding job. A bottle cap is usually an injection molding job. That simple split explains many plastic product assemblies.
When to Use Injection Molding
Injection molding is the better process when the part has functional details that need to repeat from one shot to the next. Plastic housings, covers, brackets, clips, connectors, caps, gears, and medical device shells usually fall into this category because the part is not just a shape. The part has to assemble, hold screws, snap into place, seal against another surface, or stay dimensionally stable during use.
A plastic housing with screw posts should not be forced into blow molding just because the part has some internal space. The inside features matter more than the empty volume. Once the part needs ribs, bosses, threaded areas, mounting holes, flat mating faces, or tight assembly control, injection molding is usually the safer path.
Material choice also pushes many projects toward injection molding. ABS, PP, PC, nylon, POM, TPU, PC/ABS, and glass-filled materials are commonly used when the part needs strength, flexibility, heat resistance, impact performance, chemical resistance, or a specific cosmetic surface.
For many JeekMould customers, this is the real decision point. A hollow bottle or container belongs in the blow molding discussion. A functional plastic component should usually be reviewed as an injection molding project first.
Extrusion Blow Molding vs Injection Blow Molding
Blow molding has more than one process. The two common methods are extrusion blow molding and injection blow molding.
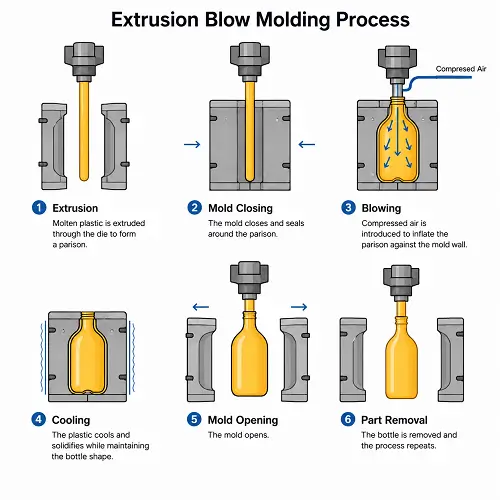
Extrusion blow molding starts with a hot plastic tube called a parison. The mold closes around the parison, air is blown inside, and the plastic expands into the mold shape. This process is widely used for bottles, tanks, drums, and many larger hollow parts.
Injection blow molding starts with an injection molded preform. The preform is then blown into the final container shape. This process is often used for smaller bottles and containers where neck precision and cosmetic quality matter.
Injection molding is a different process. The plastic is not blown into a hollow shape. The molten resin fills a closed cavity to create a detailed molded component.
This section matters because many people search for injection blow molding while they are really comparing blow molding and injection molding. If the part is a hollow container, the discussion should stay in the blow molding family. If the part is a structural component, the discussion should move toward injection molding.
Cost Differences Between Blow Molding and Injection Molding
Cost should not be judged by mold price alone. Blow molding can be very efficient for bottles, containers, tanks, and packaging parts because the process forms a lightweight hollow shape directly. When the product is designed around that process, the cost can be hard to beat at volume.
Injection molding often carries higher tooling cost because the mold has to control more details. Ribs, bosses, clips, sliders, lifters, cooling design, ejector layout, and cosmetic surfaces all add work. The benefit is repeatability. Once the mold is built correctly, injection molding can produce detailed plastic parts with stable features over long production runs.
The wrong process can make a cheap quote expensive later. A blow molded part with too many assembly features may need secondary operations, added inserts, or separate molded components. An injection molded part designed as a one-piece hollow body may need complex tooling or may not be practical at all.
A short DFM review before tooling is usually cheaper than correcting the wrong process after the mold is built. The review should look at the CAD file, material, quantity, wall thickness, tolerance, surface finish, assembly needs, and future production plan before the customer commits to tooling.
Design Differences Between Blow Molding and Injection Molding
The design rules for blow molding and injection molding are not the same.
Blow molded parts need attention to wall thickness distribution. The plastic stretches as air expands the material into the mold. Corners, handles, deep shapes, and uneven geometry can create thin spots. For containers, thin spots may affect strength, drop performance, leakage, or appearance.
The opening area also matters. Bottle necks, threads, sealing lips, and closures need process-specific design. Injection blow molding can give better neck control than extrusion blow molding, but the rest of the container still depends on blowing behavior.
Injection molded parts need attention to flow, cooling, shrinkage, warpage, ribs, bosses, draft, gates, ejector marks, and sink marks. A thick wall can sink. A poor rib design can warp. A bad gate location can leave a cosmetic mark. Tight tolerances need stable mold design and process control.
This is why parts cannot be moved from one process to the other without redesign. A blow molded bottle is not just an injection molded part with air inside. An injection molded housing is not just a blow molded shell with extra features.
The CAD file should be reviewed for the intended process before mold design starts.
Which Process Should You Choose?
The answer depends on the part function.
Choose blow molding when the part is mainly a hollow container. Bottles, tanks, drums, reservoirs, and similar hollow bodies are usually better suited to blow molding.
Choose injection molding when the part is a functional plastic component. Housings, covers, brackets, clips, connectors, caps, gears, and precision parts are usually better suited to injection molding.
Choose injection blow molding when the part is a small hollow container that needs better neck accuracy, clean appearance, or controlled packaging quality. Cosmetic bottles and pharmaceutical containers often fit this process.
The decision becomes harder when the part has both hollow volume and mechanical features. In that case, the question should shift from “which process is cheaper” to “which process can make the part reliable.”
A plastic reservoir with simple walls may be blow molded. A pump housing with ports, bosses, sealing faces, and screw holes may need injection molding. A bottle body may be blow molded, while the threaded cap is injection molded.
If the part has clips, bosses, sealing surfaces, or tight mating features, injection molding should be reviewed carefully even if the part looks simple. Small functional details often decide the process.
What Information Should You Send for a Molding Quote?
A molding quote needs more than a part name. “Plastic bottle,” “plastic housing,” or “plastic cover” is not enough to choose the right process.
For a practical review, the supplier should see the CAD file, 2D drawing if tolerances matter, expected quantity, target material, surface finish, color, part function, and any critical assembly features. If the part needs sealing, load-bearing strength, impact resistance, food contact, medical use, UV exposure, or chemical resistance, that should be stated before quoting.
Useful RFQ information includes:
- CAD file
- 2D drawing with tolerances
- expected annual quantity
- prototype quantity
- target material
- color and surface finish
- part function
- assembly requirements
- sealing or leak requirements
- critical dimensions
- whether the design may still change
This information helps compare blow molding, injection blow molding, extrusion blow molding, and injection molding before tooling begins.
JeekMould can review structural plastic parts, molded housings, covers, clips, caps, connectors, and other injection molded components. If the part is better suited to blow molding, that should be clear early. If the part needs injection molding, the mold design and DFM review can start with fewer risks.
Conclusion
Blow molding and injection molding are not interchangeable processes. Blow molding is mainly used for hollow plastic parts such as bottles, containers, tanks, and packaging. Injection molding is mainly used for solid or structural plastic parts such as housings, covers, clips, caps, brackets, connectors, and precision components.
Injection blow molding belongs to the blow molding family. It is useful for small hollow containers that need accurate neck finish and good cosmetic control. It should not be confused with standard injection molding, which is built for detailed plastic components and repeatable part geometry.
For customers comparing blow molding vs injection molding, the part shape usually gives the first answer. Hollow container parts often point toward blow molding. Functional parts with ribs, bosses, threads, clips, screw holes, or tight assembly features usually point toward injection molding.
The safest step is to review the CAD file before tooling starts. JeekMould can check the part geometry, material requirement, tolerance needs, quantity, and surface finish target for injection molded plastic parts. If the part is better suited for injection molding, JeekMould can provide a practical moldability review and factory quote. Upload your CAD file to request a factory quote before committing to the wrong molding process.