A lot of injection molding problems are not caused by filling alone. They start showing up after filling, when heat leaves the mold too slowly, too unevenly, or in the wrong direction. That is when cycle time stretches out, one side of the part shrinks differently from the other, and a mold that technically runs still struggles to hold stable part quality. Conformal cooling is discussed more often now for exactly that reason. It is not just a newer cooling method. It is a way to solve cooling problems that straight-drilled channels often handle poorly on complex parts.
The value of conformal cooling is easiest to understand when traditional cooling has already reached its limits. If a part has deep cores, curved surfaces, uneven wall transitions, or difficult hot spots, straight channels often cannot stay close enough to the cavity surface in all the places that matter. Conformal cooling tries to fix that by routing cooling channels so they follow the shape of the part more closely, which improves temperature uniformity and can reduce cycle time, warpage, and other quality variation.

What Is Conformal Cooling?
Conformal cooling is a mold cooling method in which the cooling channels follow the shape of the part more closely instead of being limited to straight drilled passages. In simple terms, the cooling path is designed around the geometry that needs to be cooled, not around the easiest drilling direction.
That sounds like a small change, but in mold design it changes a lot. A straight cooling line may be acceptable on a simple blocky part. It becomes much less effective when the cavity includes curves, deep pockets, uneven wall transitions, or localized hot regions. In those cases, a channel that stays closer to the cavity contour can remove heat more evenly and with fewer thermal compromises.
So the real difference is not only channel shape. It is how closely the cooling strategy follows the thermal reality of the part.
Why Conventional Cooling Reaches Its Limit
Conventional cooling is still the right answer for many molds. It is simpler, easier to machine, and often completely sufficient on straightforward parts. The problem starts when mold geometry and heat flow stop matching the logic of straight drilled channels.
A straight waterline may sit close to one area of the cavity and too far from another. One region cools fast while another stays hot longer. That imbalance may not show up dramatically in the first sample, but it usually shows up in one of three places later: cycle time, distortion, or repeatability.
This is why conformal cooling should not be framed as “better cooling” in a generic sense. It is better only when the normal cooling layout can no longer stay close enough to the surfaces that actually control the part’s cooling behavior.
That distinction matters. Otherwise the article turns into technology promotion instead of engineering judgment.
How Conformal Cooling Works
The idea behind conformal cooling is simple. If the cooling channels can stay more consistently spaced from the cavity surface, heat leaves the mold in a more uniform way. That does not automatically make every mold faster or better, but it gives the design a much better chance to avoid hot spots and uneven cooling zones.
The real advantage shows up in areas where conventional drilling has to compromise. A deep core, a wrapped surface, a recessed section, or a geometry with uneven wall transitions often forces a straight channel to stay farther away than the designer would like. A conformal channel can track that shape more closely and remove heat where it actually accumulates.
In practice, that means the cooling system is no longer just “installed in the mold.” It becomes part of the thermal design of the mold.
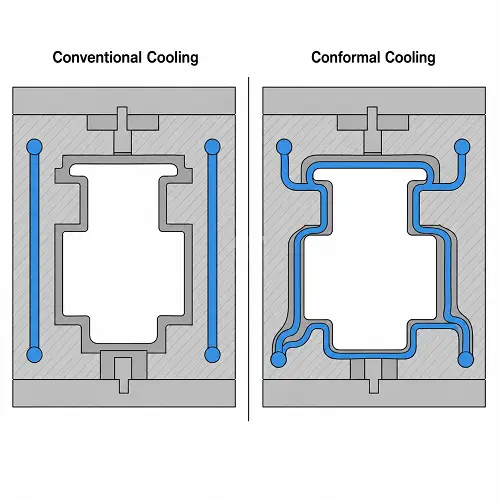
Conformal Cooling vs Conventional Cooling
The easiest way to compare them is not by asking which one is more advanced. It is by asking which one gives the mold a more honest cooling layout for the part being made.
Conventional cooling works from what drilling allows. Conformal cooling works from what the part shape needs.
That is the real difference.
On simpler parts, that difference may not be worth much. If the cavity is open enough and the heat flow is already manageable, conventional cooling can do the job well. But once geometry becomes harder to cool evenly, the straight channel starts becoming the compromise and the conformal channel starts becoming the more rational design.
The comparison also changes when production goals change. If the part is low volume and the mold only needs to be practical, conventional cooling may stay the better answer. If the part is high volume, sensitive to warpage, or already limited by cooling time, then conformal cooling becomes much easier to defend.
So this is not a contest between old and new. It is a question of whether the thermal challenge of the mold has outgrown straight-drilled cooling.
Benefits of Conformal Cooling
The biggest benefit of conformal cooling is not that it looks more sophisticated on a mold drawing. The biggest benefit is that it gives the mold a more even thermal response.
That affects production in several ways.
The first is cycle time. When heat leaves the part more efficiently and more evenly, the tool often does not need to wait as long for the slowest hot spot to catch up. On parts where cooling dominates the cycle, that matters a great deal.
The second is part quality. Uneven cooling is one of the most common reasons molded parts twist, pull, or move differently from one region to another. If conformal cooling reduces the temperature gap across the part, it becomes easier to control shrinkage and dimensional drift.
The third is consistency. A mold that cools more evenly is usually easier to run repeatedly. The value is not just one better sample. The value is a tool that behaves with less thermal instability once production begins.
That is why conformal cooling is often worth discussing on parts where the problem is not simply “too much heat,” but “heat leaving the wrong way.”
Which Parts Benefit Most from Conformal Cooling?
Not every part needs conformal cooling. The best candidates usually have one thing in common: traditional straight channels are already forcing too much compromise.
Parts with deep cores, complex contours, curved surfaces, recessed features, thin walls, or uneven wall transitions are common examples. These are the kinds of parts where some regions of the cavity are difficult to cool closely and evenly using only conventional drilling.
High-value cosmetic parts can also benefit, especially if cooling imbalance is likely to show up as warpage, sink-related instability, or visible variation. The same is true for parts with tighter dimensional expectations, where thermal imbalance becomes harder to hide.
High-volume production makes the case even stronger. A part that is only mildly difficult to cool may not justify conformal cooling at low quantity, but the same part can become a good candidate once cycle time and repeatability start carrying real financial weight.
So the best candidate is not just a “complex part.” It is a part where cooling is already shaping the commercial outcome of the mold.
Knowing which parts may benefit is only the first step. The more useful question before tooling starts is whether the project conditions are strong enough to justify a serious conformal cooling review.
When Should a Part Seriously Be Reviewed for Conformal Cooling?
Not every mold needs conformal cooling. But some parts should trigger a more serious review before tooling is finalized.
The first group is parts with geometry that makes straight-drilled cooling lines work too far away from the cavity surface. Deep cores, curved walls, recessed features, and uneven wall transitions are common examples. These are the molds where conventional cooling may still work, but often only by accepting longer cycle time or less balanced cooling.
The second group is parts where cooling is already likely to affect commercial results, not just mold performance. If the part is sensitive to warpage, visible distortion, sink-related instability, or dimensional movement from one area to another, cooling layout becomes more than a technical detail. It becomes part of the product quality decision.
The third group is production programs where cycle time and repeatability matter enough to justify more tooling effort. A mold that will run at meaningful volume has much more to gain from shorter and more uniform cooling than a low-volume tool that only needs to be practical.
A simple rule is this: if the mold already looks like it will be forced to compromise between cooling speed and part stability, conformal cooling deserves a serious review.
A practical screening table before tooling release
| Project condition | Conformal cooling deserves serious review | Why |
|---|---|---|
| Deep cores or recessed geometry | ✔ | Straight channels often cannot stay close enough to the hot area |
| Curved or wrapped surfaces | ✔ | Conventional drilling usually creates uneven channel distance |
| Uneven wall transitions | ✔ | Cooling imbalance is more likely to create distortion |
| Cosmetic parts sensitive to warpage | ✔ | Small thermal differences can become visible on the finished part |
| Tight dimensional stability requirement | ✔ | More even cooling helps reduce shrinkage variation |
| High-volume production | ✔ | Cycle time and repeatability have stronger financial value |
| Simple open geometry with easy channel access | Usually no | Conventional cooling is often already good enough |
| Low-volume or bridge tooling | Usually no | Added tooling effort may not return enough value |
| Low-cost resin and low scrap sensitivity | Usually no | Cooling improvement may not justify the extra mold complexity |
This table is not meant to replace mold review. It is meant to make the first decision more honest. If several of the left-side conditions are true at the same time, conformal cooling should not be treated as an optional extra without discussion. If most of the right-side conditions dominate, conventional cooling may still be the more sensible answer.
When Conformal Cooling Is Not Worth It
This section matters because without it, the article starts sounding like a sales page.
Conformal cooling is not always worth the added effort. If the part is simple, the existing cooling layout already works, the volume is limited, and the tool does not have a strong cycle-time or warpage problem, then a conventional cooling system may be the more sensible choice.
The same is true when the mold budget is tight and the project cannot justify a more complex insert strategy. Conformal cooling often means more design effort, more manufacturing complexity, and less room for careless decisions. If the production program is not strong enough to benefit from that extra work, the cooling upgrade becomes harder to defend.
This is why conformal cooling should not be treated as a standard feature of “better molds.” It is a targeted answer to a targeted problem.
If the mold is not suffering from a meaningful cooling limitation, then solving that limitation in a more expensive way is not automatically good engineering.
How Conformal Cooling Improves Part Quality
Part quality improves when the mold stops cooling one area much differently from another.
That is the real mechanism.
If one side of the part remains hotter longer, it continues shrinking on a different schedule. If one feature cools slower than the surrounding wall, the geometry stops moving as a single controlled body and starts moving unevenly. That is where warpage, uneven dimensional response, and sometimes visible quality variation begin.
Conformal cooling improves part quality when it reduces that temperature imbalance. It does not “fix defects” by magic. It gives the mold a more even cooling condition, which makes defects related to thermal mismatch less likely and easier to control.
That distinction is important. Conformal cooling is not a cosmetic trick. It is a way to improve the thermal logic of the tool so the part has a better chance of coming out the same way every cycle.
A Realistic Example: When Conformal Cooling Makes More Sense Than Straight-Drilled Channels
Imagine a deep housing with a recessed interior feature and a wall transition that is thicker on one side than the other. A conventional drilled layout can cool most of the mold, but one zone near the deeper feature remains harder to reach. The tool still produces parts, but the cycle keeps getting held back by that slower-cooling area. Even when the parts pass inspection, one side of the housing behaves less predictably.
That is the kind of situation where conformal cooling starts making sense.
Not because the mold cannot be built without it. It can. Not because the part is impossible to produce. It is not. But because the straight cooling layout is already forcing the mold into a compromise between speed and stability. Once that happens, conformal cooling stops being a “nice option” and starts becoming a practical design decision.
That is usually the right way to think about it. Not “Can this part use conformal cooling?” but “Has conventional cooling already started limiting what this mold can do well?”
What Should Be Reviewed Before Choosing Conformal Cooling?
Before choosing conformal cooling, the project should ask a few direct questions.
Is the part geometry actually difficult to cool with straight channels? Are there hot spots, deep features, tight curves, or wall transitions that make thermal balance hard to achieve? Is cycle time already likely to be dominated by one or two slow-cooling regions? Is the part sensitive enough that uneven cooling will create a visible or dimensional problem?
Then the business questions follow. Is production volume high enough to benefit from faster cooling? Does the program care enough about stability and repeatability to justify a more advanced insert strategy? Is the extra tooling effort being spent to solve a real bottleneck, or only to make the mold look more advanced?
That is the right order. First confirm the thermal problem. Then confirm that the project has a reason to pay for solving it properly.
Conclusion
Conformal cooling is worth discussing when conventional cooling has already started asking the mold to accept too many compromises.
Its real value is not that the channels are curved. Its value is that they let the cooling design follow the part more honestly. That can reduce cycle time, improve temperature uniformity, and make part quality easier to hold when straight-drilled channels are no longer doing enough.
It is not the right answer for every mold. But on the right part, especially where cooling is already limiting speed or consistency, it can be one of the few changes that improves both production efficiency and part quality at the same time.
If a part includes difficult hot spots, deep features, or complex geometry that conventional cooling will struggle to handle, send your drawings to JeekMould for a DFM review and quote before tooling is finalized. Cooling layout is much easier to improve before steel is committed than after the mold starts proving its limits.
FAQs
What Is Conformal Cooling?
Conformal cooling is a mold cooling method that uses channels shaped to follow the contour of the molded part more closely than conventional straight-drilled channels.
How does conformal cooling differ from conventional cooling?
Conventional cooling relies on straight channels limited by drilling direction. Conformal cooling follows the shape of the part more closely, which usually improves cooling uniformity on more difficult geometry.
What are the main benefits of conformal cooling?
The main benefits are more even cooling, shorter cycle time in suitable molds, better thermal stability, and improved control of warpage and dimensional variation.
When is conformal cooling worth using?
It is usually worth considering when conventional cooling is already limiting cycle time, part stability, or quality on a complex or high-value part.
What are the limitations of conformal cooling?
The main limitations are higher mold complexity, more design and manufacturing effort, and the fact that not every part gains enough from it to justify the added tooling cost.