In Injection Molding Defects, few cosmetic issues show up as consistently as the faint whitening that forms around the gate. You’ve probably seen it on ABS housings or PC covers—a soft, hazy ring that interrupts the gloss for no obvious reason. While it rarely affects part strength, it tends to draw attention immediately, especially on visible surfaces. And if you’ve worked through production ramps before, you already know this: gate blush often becomes more noticeable only after the machine stabilizes or after a new resin batch arrives.
Across multiple Gate Blush Injection Molding projects, we’ve observed that blush is not a random defect. It’s a direct reflection of melt behavior in the first milliseconds of filling. Understanding what’s happening at the gate—and why certain materials amplify the effect—helps engineers shorten sampling loops and stabilize cosmetic performance.

What Is Gate Blush in Injection Molding?
Gate blush is a localized whitening phenomenon that appears in Gate Blush Injection Molding, typically forming immediately downstream of the gate where shear is highest. Unlike silver streaks—with their moisture-driven, filament-like orientation—or flow lines that follow the advancing melt front, injection molding gate blush does not show directional patterns. Instead, it presents as a shallow, diffuse haze caused by disturbed surface formation during the earliest stage of filling. The result is a visible gate area whitening effect, as if the surface gloss has been partially disrupted before the polymer skin fully stabilized.
If you place the part under angled light, you’ll notice the blush area reflects differently than the surrounding surface. That’s because the melt experiences extreme shear while passing through the gate. When the stretched skin layer freezes too quickly, it becomes optically rough. This “gate area whitening” is at the core of most injection molding gate blush cases.
ABS, PC, PA, and PMMA each show the behavior differently, but the mechanism is the same: disturbed surface formation during early cavity filling.
Material Behavior in Gate Blush Injection Molding
If you’ve molded multiple materials, you already know that some resins are far more sensitive to blush than others. We’ve tested this across many programs, and the patterns are consistent: the more sensitive the resin is to shear or moisture, the stronger the blush.
Material Behavior
ABS Most prone to haze; very common in gate blush ABS cases
PC Dramatic increase in whitening when drying varies
PA6/PA66 Moisture level directly changes blush severity
PMMA Even slight whitening becomes highly visible
You may have noticed this yourself—when drying conditions shift or resin lots differ, the appearance of the blush can change even if the machine settings stay the same. That’s why material prep matters as much as process tuning.
Why Gate Blush Happens During Injection Molding
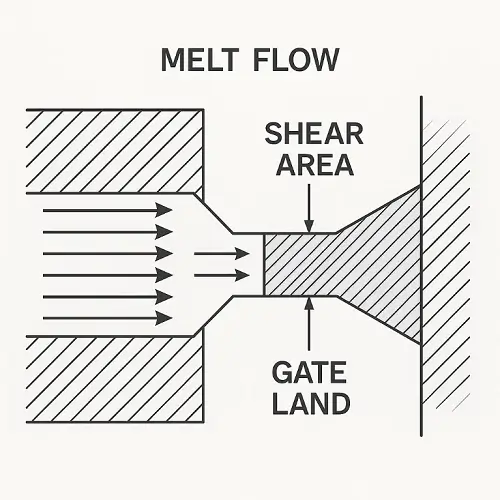
Let’s look at why this happens specifically at the gate. The melt accelerates rapidly through the gate, experiencing the highest shear rate in the entire injection profile. When the melt hits the cavity surface, the oriented polymer chains don’t have enough time to relax, and the frozen layer becomes uneven. If you’ve seen a case where blush expands after increasing the first-stage speed, that’s exactly what’s happening.
Local mold temperature around the gate plays a major role too. A small temperature drop—sometimes only a few degrees—can cause the skin layer to freeze prematurely. In multi-cavity molds, this is often why only certain cavities show whitening. We’ve come across molds where the only difference between a “good” cavity and a “visible blush” cavity was a minor cooling imbalance near the gate.
Material condition often amplifies the effect. PC with insufficient drying or nylon with fluctuating moisture will almost always show more whitening under the same shear conditions. If your blush seems inconsistent from shift to shift, material state is often the first suspect.
Gate geometry and polishing add another layer. A slightly undersized gate or a longer land increases shear duration. And if the gate edge isn’t polished consistently with the rest of the cavity, the surface transition intensifies injection molding surface defects like blush.
In some molding programs, gate blush shows up together with burn marks at the end-of-fill regions. Both defects come from early-shear disturbances, so when the flow path is tight or venting margin is low, it’s not unusual to see them appear in the same production run.
Common Behaviors Seen in Gate Blush Injection Molding
If you recall past projects, you may notice a trend:
Higher injection speed → tighter, brighter blush halo
Lower mold temperature → wider blush region
Poor drying → patchy, grainy haze
Multi-cavity variation → cooling or geometry mismatch
During production runs, blush often becomes stronger as the machine stabilizes. Melt temperature rises slightly, cycle time shortens, and shear becomes more aggressive. Without adjusting the gate-entry speed profile, blush typically gets worse over longer runs.
When only certain cavities show whitening, the root cause is almost always tooling-related, not process-related—a useful shortcut when diagnosing issues under pressure.
Case Study: ABS Gate Blush Injection Molding Issue
An ABS enclosure we evaluated performed reasonably well during early sampling. The blush was faint and easy to overlook. But once production began and the injection speed was raised to improve cycle time, the whitening expanded rapidly. Under strong lighting, it became clearly visible.
We reviewed the gate setup and found a small diameter gate with a long land. Combined with an aggressive first-stage speed, the gate region was seeing more shear than necessary. Reducing the initial speed improved the result slightly. Increasing local mold temperature produced a much more noticeable improvement. The complete fix came only after shortening the gate land and repolishing the surrounding steel.
If you’ve handled similar housings, this pattern will feel familiar—blush rarely comes from a single variable. Shear, cooling, and material state usually stack together.
Preventing Gate Blush in Injection Molding Design
When designing cosmetic parts, gate placement makes the biggest difference. A gate positioned directly on a visible surface will almost always show gloss inconsistency, no matter how refined the process window is. If you’ve ever molded thin-wall parts, you already know that placing the gate on a thin section magnifies whitening.
Early mold-flow is extremely helpful for identifying gate region whitening risks before steel is cut. It highlights shear peaks, frozen layer timing, and flow-front conditions. While simulation can’t capture everything, it gives engineers a clear picture of where blush is most likely to show.
Gate size and land length matter too. Oversized lands prolong shear, while insufficiently polished gate-edge steel makes the surface optically uneven. These details are often small, but they have an outsized effect during Gate Blush Injection Molding.
How Jeek Troubleshoots Gate Blush Injection Molding Problems
During sampling, we look closely at how the gloss changes near the gate—whether whitening expands as the speed increases, and whether it’s consistent from shot to shot. We also check resin condition separately, because on materials like ABS, PC, and PA, drying or moisture levels can influence blush more than most engineers expect.
On the tooling side, we pay special attention to:
Gate land length
Gate-edge polish
Local temperature uniformity
Cavity-to-cavity steel consistency
Minor adjustments—such as raising gate-area steel temperature, softening the initial speed, or re-polishing a small section—often produce faster improvements than full process overhauls.
FAQs
What exactly causes gate blush?
Primarily high shear at the gate, early freeze-off, or unstable material drying. These three factors account for most cases.
Does mold temperature affect gate blush?
Yes. Even a small drop in gate-area mold temperature can make whitening more visible.
Can gate blush be fixed without altering the tool?
Often, yes. Adjusting injection speed, improving drying, or raising local mold temperature solves many cases.
Why does blush appear only in certain cavities?
Usually due to cooling imbalance, slight gate-edge differences, or uneven steel temperature.
Conclusion
Gate blush is one of those cosmetic defects in injection molding that carries more visual impact than functional impact. Yet in consumer-facing parts, it can determine whether a surface passes inspection. After handling many Gate Blush Injection Molding programs, we’ve learned that the most reliable approach combines stable resin prep, controlled gate shear, consistent local mold temperature, and clean gate geometry.
If the melt enters the cavity under predictable conditions, the surface stays uniform. And in the end, it’s that consistency—not perfect parameters—that determines whether the gate region blends seamlessly with the rest of the part.
If you’re refining a mold design or stabilizing a production window and want better control over gate blush, feel free to contact Jeek. Our engineering team works with gate-sensitive materials every day and can assist with practical, production-ready solutions.|