Choosing between a hot runner mold and a cold runner mold is rarely just a tooling question. It usually becomes a cost question, a material question, a production question, and sometimes an appearance question at the same time. A hot runner system often looks more advanced on paper, but it also raises the upfront mold price and makes maintenance more complex. A cold runner mold is easier to understand and usually cheaper to build, but it creates runner scrap every cycle and can become less efficient once production volume rises.
That is why this decision should not be framed as which system is better in general. The better question is which system makes more sense for the part, the expected volume, the resin cost, the gate requirement, and the production plan. A mold that is right for a low-volume housing project may be the wrong choice for a long-running multi-cavity production tool. In the same way, a runner system that looks expensive at the quoting stage may end up saving money later if material waste and cycle efficiency start dominating the project.
This is where many projects go wrong. Teams compare only mold price and ignore waste, or focus only on runner scrap and ignore maintenance and tooling complexity. The result is a runner decision that looks reasonable at the beginning but becomes frustrating once the tool is in production. Hot runner vs cold runner is not a theory question. It is a practical manufacturing decision.
What Is a Hot Runner in Injection Molding?
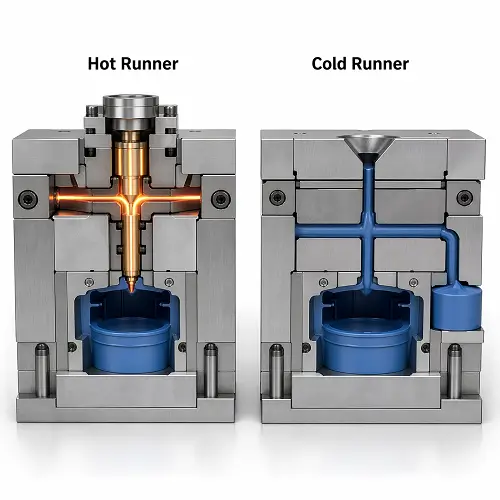
A hot runner is a runner system that stays heated inside the mold. After molten plastic leaves the machine barrel, it moves through a heated manifold and heated nozzles, then enters the cavity without the runner solidifying in each cycle. In most hot runner molds, only the molded part is ejected, while the runner plastic remains molten inside the system for the next shot.
That design reduces runner scrap and can improve production efficiency, especially in medium- to high-volume molding. It can also help with cleaner automation and more controlled gate behavior on certain parts. The tradeoff is that the mold becomes more complex because the system needs heating control, electrical components, and more maintenance attention.
What Is a Cold Runner in Injection Molding?
A cold runner is a runner system that is not actively heated inside the mold. The molten plastic flows through unheated runner channels, fills the cavity, and then cools together with the part. When the mold opens, the part and the runner are ejected at the same time.
This makes the mold simpler and usually less expensive to build. It also makes cold runner molds common in prototypes, bridge tooling, and lower-volume production. The tradeoff is that every cycle creates runner material that has to be trimmed, reused, or scrapped.
Hot Runner vs Cold Runner: What Is the Basic Difference?
The basic difference is simple. A hot runner keeps the runner material molten inside the mold, while a cold runner lets the runner cool and eject with the part. That one design difference affects mold cost, material waste, cycle efficiency, maintenance complexity, gate strategy, and long-term production economics.
This is the point many comparisons miss. The runner choice is not just about how plastic moves inside the tool. It changes what the mold costs, what the factory handles every cycle, what the gate looks like, and how the project performs over time.
Hot Runner vs Cold Runner: A Quick Comparison
Before going deeper, this is the simplest way to look at the choice:
| Item | Hot Runner | Cold Runner |
|---|---|---|
| Upfront mold cost | Higher | Lower |
| Runner scrap | Much lower | Higher |
| Mold complexity | Higher | Lower |
| Maintenance difficulty | Higher | Lower |
| Cycle efficiency | Often better in production | Often simpler but less efficient |
| Gate control | Usually more flexible | Simpler but more limited |
| Best fit | Medium to high volume production | Prototype, bridge, or lower volume production |
That table is useful, but it is still only a shortcut. The real choice depends on how those differences affect the actual part and the actual production target.
Which Runner System Costs More Up Front?
From an initial tooling cost standpoint, a hot runner mold usually costs more. The mold has to include heated components, temperature control, electrical connections, and a runner system that is more complex than a standard cold runner layout. That complexity shows up in tooling price, lead time, assembly, and later maintenance.
A cold runner mold is usually easier to build and easier to quote. The structure is more straightforward, the tooling package is simpler, and there are fewer special components inside the mold. For projects with tight launch budgets, early-stage product development, or uncertain production volume, this lower initial cost can make cold runner molds look much more attractive.
But that is only the first half of the cost story. A cheaper mold at the beginning is not always the cheaper production system later. If the project runs high volume, uses expensive material, or creates a large runner every cycle, the saving from a lower mold price can disappear faster than expected.
How Hot Runner and Cold Runner Affect Material Waste
This is where the comparison becomes much more practical.
A cold runner mold creates runner scrap in every cycle. Sometimes that scrap is small and manageable. Sometimes it is large enough to become a serious cost factor, especially when the part itself is small and the runner is relatively heavy. If the resin is inexpensive and regrind is acceptable, the waste may not be a deal breaker. But if the material is expensive, tightly controlled, cosmetic, filled, or difficult to reuse, the runner waste becomes much more painful.
A hot runner system usually reduces or eliminates that runner scrap because the runner remains molten inside the mold. Only the finished part is normally ejected. That changes the economics immediately on projects using engineering resins, high-value materials, or high-volume production where even a small waste penalty adds up over time.
This is one reason hot runner molds often become easier to justify as annual volume rises. The system may cost more to build, but it avoids making and handling a cooled runner every single cycle. On some projects, that difference is minor. On others, it becomes one of the biggest reasons to move away from cold runner design.
How the Runner System Affects Cycle Time and Production Efficiency
Runner choice also changes how efficiently the mold runs.
In a cold runner system, the runner has to cool enough to be ejected with the part. That means the cycle is partly tied to cooling not only the molded part, but also the runner material. The larger the runner, the more this matters. In addition, the runner has to be handled after molding, whether by trimming, separation, recycling, or disposal.
In a hot runner system, that runner cooling step is largely removed from the equation because the material in the runner remains molten inside the mold. In many production tools, this helps reduce unnecessary material handling and improves overall molding efficiency. The benefit is usually stronger when the part is produced in larger quantity, when automation matters, or when multiple cavities are involved.
That does not mean every hot runner mold will automatically run faster in every project. Efficiency depends on part geometry, cooling balance, gate design, mold build quality, and maintenance condition. But in the right production environment, hot runner systems usually support a cleaner and more efficient molding rhythm.
How Hot Runner and Cold Runner Affect Gate Quality and Part Appearance
This is where the runner decision starts touching cosmetic quality.
Hot runner systems often give more flexibility in gate placement and gate control. They are commonly used when gate quality, gate consistency, and more refined runner behavior matter to the part. On many cosmetic parts, the runner system is not only about getting plastic into the cavity. It is also about controlling where the gate sits, how clean the gate area looks, and how the molded part behaves during production.
Cold runner molds can still produce good-looking parts, but the gate logic is usually simpler and the runner system itself creates more visible process consequences. Depending on the part and gate style, the runner arrangement may affect trimming, gate vestige, automation, and how much post-molding handling the part needs.
This is especially important on smaller housings, visible consumer shells, and parts where the gate mark or gate location will influence sample approval. A runner choice that looks economical in the quote can still create appearance headaches if the gate result is wrong for the part.
When Is a Cold Runner Mold the Better Choice?
Cold runner molds are often the better choice when the project is still early, volume is modest, or mold budget needs to stay under control. They make a lot of sense for prototypes, bridge production, lower-volume parts, and products that may still change after early trials.
They are also practical when the material is not especially expensive, when runner waste is manageable, and when the part does not demand a more advanced hot runner setup to meet its cosmetic or production target. On some simple parts, a cold runner mold is simply the more sensible tool because the extra cost and complexity of a hot runner system would not return enough value.
This is why cold runner should not be treated as the “basic” option in a negative sense. In many projects, it is the correct option. It keeps tooling simpler, lowers launch cost, and avoids committing too early to a more expensive mold architecture before the product proves its long-term demand.
When Is a Hot Runner Mold Worth It?
A hot runner mold usually becomes easier to justify when production volume is higher, material cost is higher, waste reduction matters more, or better gate control is important to the part.
If the project will run for a long time, especially in repeat production, the saving from reduced runner waste can become meaningful. If the part uses expensive resin, the logic becomes stronger. If the part is small but the runner would be relatively large in a cold runner layout, the hot runner system can look expensive at first and still be the better economic choice later.
Hot runner systems are also often worth considering when the part needs cleaner automation, more stable gate behavior, or better overall production efficiency. The mold is more expensive, but the system may support better long-term performance.
That said, “worth it” should always be judged in the context of the actual project. A hot runner system is not worth it just because the technology sounds more advanced. It becomes worth it when the production plan is strong enough to recover the higher tooling cost through material, labor, output, or quality advantages.
A Practical Decision Guide Before Tooling Starts
A lot of teams know the general differences between hot runner and cold runner systems, but still struggle when the project is their own. This is where a more direct decision table helps.
| Project Situation | Usually Leans Hot Runner | Usually Leans Cold Runner |
|---|---|---|
| Annual volume is high | ✔ | |
| Annual volume is still uncertain | ✔ | |
| Material cost is high | ✔ | |
| Material cost is low and waste is manageable | ✔ | |
| Product design may still change | ✔ | |
| Tool budget is tight at launch | ✔ | |
| Small part with relatively large runner scrap | ✔ | |
| Cleaner automation is important | ✔ | |
| Prototype or bridge production | ✔ | |
| Multi-cavity long-run production | ✔ |
This table is not a rulebook, but it reflects how real projects usually move. If the design is still unstable, the tooling budget is tight, and the volume is uncertain, cold runner often makes more sense. If the design is already mature, the volume is strong, and material waste will become expensive, hot runner usually becomes easier to justify.

What Problems Can Hot Runner and Cold Runner Systems Create?
Neither system is perfect, and this is where the real decision becomes more honest.
A hot runner mold can create more maintenance responsibility. The system is more complex, temperature control matters more, and troubleshooting can become more technical. If the hot runner components are not well selected or well maintained, the mold can become expensive to keep running. Leaks, imbalance, nozzle issues, and downtime can quickly erase the benefits that looked attractive during quoting.
A cold runner mold carries different problems. Material waste is the most obvious one, but not the only one. Runner handling, runner trimming, longer cooling dependence, and more post-molding cleanup can all make the production system less efficient. On some parts, the runner itself becomes a cost and quality burden that never fully disappears.
So the real comparison is not hot runner good, cold runner bad, or the reverse. The real comparison is which set of problems the project is better prepared to carry.
A Realistic Project Scenario: Choosing Between Hot Runner and Cold Runner
A lower-volume enclosure project is a good example. The product is still early, the customer expects possible design changes, and annual demand is not fully proven. The material is not extremely expensive, and the company wants to avoid overcommitting on tool cost too early. In that case, a cold runner mold often makes sense. It keeps tooling simpler, lowers initial spending, and leaves more flexibility while the design stabilizes.
Now compare that with a long-running production housing made from a more expensive engineering resin. The annual quantity is high, the part is stable, and the runner in a cold runner version would create significant waste every cycle. In that case, a hot runner system often makes more economic sense, even though the mold price is higher at the start. The project is no longer trying to minimize tooling cost alone. It is trying to reduce waste and improve production efficiency over time.
This is why hot runner vs cold runner should never be decided by general preference. It should be decided by project stage, material value, expected volume, gate needs, and how the tool is supposed to earn back its cost.
How to Decide Before Tooling Starts
Before choosing the runner system, a few questions should be answered honestly.
What is the expected annual volume. How expensive is the resin. How much runner scrap would a cold runner system actually create. Is the part still changing, or is the design already stable. Does the project need cleaner gate control or more automated production. How important is lower mold cost compared with lower material waste later.
These questions usually make the answer clearer. A project with low volume and unstable design often leans toward cold runner. A project with stable geometry, higher annual demand, and expensive material often leans toward hot runner. The runner system should fit the business logic of the part, not just the mold designer’s preference.
This is also the stage where DFM review becomes valuable. A runner decision that looks simple in concept can change gate quality, mold cost, production efficiency, and long-term tooling behavior. That is much easier to judge before steel is cut than after the first samples arrive.
If the project is already leaning toward a hot runner system, the next questions are usually whether the added tooling cost can really be justified and how the hot runner mold should be designed for stable gate control, flow balance, and part quality. Those are exactly the points that need deeper review once the first hot-runner-versus-cold-runner decision has been made.
Conclusion
Hot runner and cold runner systems solve the same basic problem in different ways. One keeps the runner molten and reduces waste, but adds cost and complexity to the mold. The other keeps tooling simpler and cheaper up front, but creates runner scrap and usually demands more material handling over time.
The better choice depends on production volume, resin cost, gate requirements, automation needs, and how mature the product already is. A cold runner mold may be the right answer for a lower-volume or early-stage project. A hot runner mold may be the better answer once waste, efficiency, and long-term production cost begin to matter more than initial tooling price.
If you are comparing runner systems for a new mold, send your drawings to JeekMould for a DFM review and quote before tooling release. A runner decision is much easier to get right early than to correct after the mold architecture is already locked.
FAQ
What is a hot runner in injection molding?
A hot runner is a heated runner system that keeps the plastic molten inside the mold, so the runner usually does not solidify and eject with the part each cycle.
What is a cold runner in injection molding?
A cold runner is an unheated runner system that cools together with the part, so the runner is ejected as solid scrap or reusable material in every cycle.
What is the difference between hot runner and cold runner in injection molding?
A hot runner keeps the runner material molten inside the mold, while a cold runner lets the runner cool and eject with the part. That difference affects waste, mold cost, gate control, and production efficiency.
Is a hot runner mold always more expensive?
Usually the upfront mold cost is higher, but that does not automatically mean the total project cost will be higher over production.
When is a cold runner mold better?
Cold runner molds are often better for lower-volume production, early-stage products, and projects where tooling budget needs to stay lower at the start.
When is a hot runner mold worth it?
A hot runner mold is often worth it when production volume is higher, material is expensive, waste reduction matters, and the design is already stable enough to justify the added tooling cost.
Which runner system creates more material waste?
Cold runner molds usually create more waste because the runner solidifies and is ejected in every molding cycle.